Informational
What is a Tack Weld? What Kind of Welder is Used [Solved]

Tack welding is one of those techniques that is rarely discussed or taught in college, so you probably won’t learn much about it there. Because only a small percentage of welders use it. In the following paragraphs, I will provide an in-depth discussion of tack weld and the many applications it has.
Tack welds are small short-term welds used to keep welding parts together while permanent welds are being made. Fixtures (Clamps) for holding pieces together during a weld may not be necessary if tack welds are used. Alignment and spacing can be maintained by tack welding between metal parts.
What is Tack Welding and Its Purpose?
As I have mentioned above, Tack welding is a type of low-heat, short-arc welding that is used to temporarily join metal pieces together before the permanent welding process.
Tack welds make welding easier because it keeps metal parts from moving while the job is being welded. If you don’t do this, it’s hard to weld to strict specification standards. In fact, in some cases, you won’t even be able to weld at all without tack welds.
Tack welds’ job is to keep things tight together for safe and accurate welding. Tack welds help to keep everything in place, at a safe distance, and in the right place until the permanent welding is done.
Because Tack welds are very small welds that are used to fix things as they are being put together, It is very important that they should be strong enough to stand up to a lot of pressure.
This type of welding is used to make many different things, from shoes and metal boots to pipelines. We will discuss their uses in the following paragraphs in more detail.
Different Types of Tack Welds
There are 5 types of tack welds that are used in different scenarios
- Standard Tack Weld
- Thermit Tack
- Hot Tacking
- Bridge Tack Weld
- Ultrasonic Tack
1. Standard Tack Weld
In cases when the final weld has to be supported, a standard tack weld is the best option. The weight of the welded materials can usually be handled by this form of the weld.
However, they shouldn’t be too big, or the final weld may have trouble engulfing them.
2. Thermit Tack
Pure magnesium metal, aluminum powder, and iron oxide powder come together to form thermit tack. The temperature of the resulting reaction from this combination often exceeds 4000 degrees Fahrenheit.
3. Hot Tacking
During hot tacking, an excessive amount of filler metal is deposited in the interstitial space between the metal pieces.
The welded joint is meant to close the space between the metal pieces. Hot tack is appropriate for situations when contact between weld component components is critical but may be impeded by environmental or other causes.
It is quite similar to bridge tacking the only difference is that the welder bridges the joint between the pieces with a weld and then uses a sledgehammer to smash the pieces into position.
4. Bridge Tack Weld
Bridge Tack welding is used when there is still a gap after materials have been shaped to fit together naturally. Cutting errors and supplier distortion are common causes of this scenario.
The point of this kind of tacking is to allow one side to cool before the other is re-tacked.
However, Flux-Cored welding, Mig welding, and Tig welding are ideal for this kind of tacking since they are so simple to initiate.
5. Ultrasonic Tack
To create an ultrasonic tack, a tack is first made using electric or gas welding equipment. This kind of welding generates a series of ultrasonic, brief pushes or pulls that travel through the pieces being welded.
Welders then press welding wire into a base metal until it melts, fusing the two metals together.
Different Forms of Tack Welding
Not only tack welding has different types but also it has different forms as well. There are 4 different forms of tack welds.
- Verticle Tack
- Right Angle Tack
- Square Tack
- T-Joint Tack
1. Verticle Tack
Tack welds of this sort are put between two sections such that the weld flows vertically to the bottom piece.
E.g. A square piece tacked next to another square piece by laying the tracks on the top piece such that the two are vertically aligned.
2. Right Angle Tack
When the two components being joined are perpendicular (90 degrees) to one another in all three dimensions, a tack weld of this kind may be created.
E.g. If you were to attach a square piece at right angles to another square piece, you’d do it by laying your tracks on the underside of the lower piece.
3. Square Tack
When joining two pieces of metal at right angles, a tack weld known as a “square tack weld” is utilized. Tack welds are used to form a square pattern. It’s sturdy and will reliably join the two halves.
4. T-Joint Tack
When two parts are perpendicular (90 ) to one another in space, a “T” shape is formed when they are welded together.
By uniting two squares at their 90-degree intersection, you get a right-angle corner (represented by the letter “T”).
Why is Tack Welding So Important and Where it’s Used?
Although tack welds are only meant to be a temporary solution, still tack welding is crucial to the success of the welding process as a whole. Mainly, tack welding helps with the following things:
- It aids in the adjustment of the space between the joints.
- Adds to the performance of fixtures or subs in for them entirely as required.
- Preserves the separation between the joints and prevents any movement.
- Helps to line up components correctly.
- Helps to hold the parts in place so that the welder knows where to start.
- It helps in producing better-looking welds by eliminating distortions.
- Even if it’s only for a moment, it helps make sure the assembly is strong. Because we want to make sure that the assembly will keep its shape no matter what we do to it.
- As the tack welds can be undone, it gives welders greater control over the manufacturing process.
- It helps welders preview how the assembly will appear before final welding, which helps save time and money in discovering design problems.
Which Welding Method is Used in Tack Welding?
We have 3 options available when it comes to tack welding
1. Using Stick Welding for Tack Welds
Stick welding presents the most difficulty when attempting to generate tack welds. Smoke hinders the view of the weld pool and the arc tends to wander. Also, the rod is hard to handle, particularly when a fresh electrode is being used.
2. Using TIG Welding for Tack Welds
Tack welding works really well with TIG welding. In TIG welding the arc is steady, concentrated, and transparent which is ideal for tack welding.
Tack welding with TIG also works on narrow gauges without the need for filler metal. Make sure to use a filler metal rod with a diameter that is the same as, or less than, the thickness of the metal being welded.
However, if you don’t wait until the filler metal has melted into position, you risk burning through the metal or distorting it.
3. Using MIG Welding for Tack Welds
For tacking, MIG welding works well. Filling the tack weld with pinpoint accuracy is made possible by the MIG torch’s wire feeder.
Make sure before tacks, you cut the wire end, particularly if a ball has formed. A lower wire diameter will result in less heat being generated and less metal being deposited.
Assumption: I will go ahead and select stick welding and for the remainder of this article I will be discussing tack welding using the stick welding technique.
Suitable Materials for Tack Welding
Any material that can be linked by another joining method is appropriate for tacking welding. But the simplicity of tack welding relies on several things, such as the kind and thickness of the material.
Below are a few of the most common materials that can be tack welded:
- Copper and brass alloys
- Steel
- Stainless Steel
- Aluminum
- Titanium Alloys
- Magnesium Alloys
- Cast iron
While certain materials, like aluminum, might be challenging to tack weld owing to their low melting temperature, thinner materials may experience burn-through or other visually unappealing results.
Best Electrode Type for Tack Welding
There are 3 most common options available in electrode types
- E6011
- E7018
- E6013

1. E6011
A 6011 electrode, in my opinion, is the ideal electrode to utilize. I use a 3/32-inch electrode for tack welds since it enables me to create a little smaller Tack weld than I can make with a 0.125-inch electrode.
Because it penetrates deeply and freezes quickly, this electrode performs very effectively. It leaves a very little amount of slag, making it simple to wipe off and get ready for your test.
Let’s discuss a few alternative electrodes to the 6011 that you may use. However, there are some issues with other electrodes.
2. E7018
The most challenging part of using 7018 is restarting. Therefore, when you run a 7018 electrode, it really burns and is sunken in the flux coating; you can break off the flux with your fingers, but there is often still slag covering the end.
And even if you keep tapping away like a woodpecker to get through, you may not succeed in achieving your desired outcome.
3. E6013
Another frequently use electrode is 6013, although using it presents some difficulties since the molten pool and the slag that lies on top might be confused, particularly at the start of your weld, which is actually the whole tack weld.
In other words, welds created with 6013 may seem like tack welds, but in reality, they are not proper welds and they will easily fall apart.
Best Machine Settings for Tack Welding
In terms of machine settings for tack welding, just set your machine to where you’d typically run the electrode. And it works fine. But I believe it’s simpler for tack welding if you set it to 5 or amps hotter.
The 3/32 inch 6010 or 6011 electrodes perform well at roughly 60 amps. I propose that you bring it up to 70 amps, which is towards the top of the range for these rods.
That will work well since you will only be a striking arc for a brief time. It will help the metal heat up quickly.
How to Do a Tack Weld?
Follow these steps to perform tack welds:
1. Make Your Parts Rust Free
Before you begin welding your project, ensure that both components are free of debris and dust.
2. Identify the Positions and Number of Tack Welds
Examine the region where you want to tack weld. Remember that tack welds are not meant to hold the whole composition together, therefore you do not need to weld the entire area at once. Locate a spot where two or three tack welds will be enough to hold the component together.
3. Connect the Tacks by Working Down the Length
Begin by connecting the two sections at one end and work your way down the length of the part. Make sure to weld the metal’s top and bottom surfaces.
4. Maintain the Heat on Both Sides
During tack welding, take care to keep the weld hot on both sides. If the heat is not dispersed uniformly, your metal may bend or melt.
5. Allow the Metal to Cool Before Continuing
Allow the metal to cool after finishing the tack welds before continuing. If you do so, You risk damaging the welds if you move it before it has cooled.
Ideal Size and Quantity of Tack Welds?
A tack weld should be big enough to hold the components securely but tiny enough to be readily included in the final weld bead. Finding a fine balance between the two is difficult.
The point is Tack welds, should never be bigger than the final weld. For instance, tack welds on a weld joint that is just 1 inch wide shouldn’t be 1.25 inches long.
An important stress concentration point may be generated by tack welds that are too large, leading to a weld form discontinuity.
Tack welds need to be made within the joint so they may be remelted during the final pass. In order to make the tack weld form match the ground V-groove or other joint type, grinding may be required.
What Kind of Welder Do You Use for Tack Welding?
For Tack welds, Maxstar 161 S is the best welding machine. The Stick-Stuck feature on this machine detects if the electrode is stuck to the component and switches off the welding output so that it may be removed securely and easily.
Which is extremely helpful in tack welding. So if sticky electrodes are giving you hard time then this machine is the best choice for you.
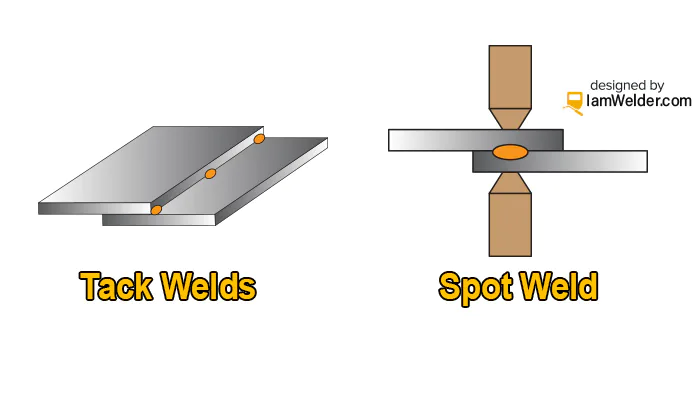
What is the Difference Between Tack Welding and Spot Welding
Tack weld and spot weld are two distinct welding methods. To begin with, when employing spot welding to join metal parts together, no filler material is needed.
Spot welding, in a contrast to tack welding, involves the simultaneous application of pressure and electricity to electrodes attached to the metal surfaces being welded. The materials are bonded with the aid of pressure and electricity.
Second, tack welding is best for a wide variety of metals and thicknesses, whereas spot welding is best for welding thin metal components like wire mesh and foil.
Last but not least, spot welding is permanent once it has been applied. In contrast to tack welding, which is just temporary, tack welding is a permanent solution.
Wrapping it Up
Tack weld can be utilized in a myriad of different ways. This method not only helps to more accurately align the workpieces, but it also helps to generate welds that are stronger and more accurate.
Despite the fact that tack welding has a wide variety of uses and can be performed in a great number of distinct ways, a significant number of people are still unfamiliar with this method.
I really hope that you gained some new information about tack welds from reading this article.
Informational
How to Weld If You Have Long Hair? Pro Welder’s Tips

Any welding operation that you perform puts you and anyone else in the area in danger of a number of different things. As a result, it is completely reasonable for you to be concerned about preventing your hair from becoming entangled in any welding equipment and posing a threat to your health. In this article, I will talk about how you can safely weld if you have long hair.
If you want to weld while having long hair, a French braid is the best option for keeping your hair together. This will help you in tying your hair and hold it together behind your neck. The French braid should keep the hair compact and close to your head’s shape, and it also allows you to wear a welding helmet. As a result, you will be able to wear full safety equipment.
When you are dealing with hot weld spatters, having long hair can present a particularly difficult challenge. Therefore, if you are interested in learning more about how you can safely weld with long hair, continue reading the rest of this article, where I will discuss the topic in greater detail and share some helpful hints.
How Your Long Hair Can be an Issue While Welding?
Welding procedures, as I indicated earlier, expose the operator as well as anybody else in the vicinity of the workplace to a wide variety of risks. A project involving welding presents a number of potential dangers and threats; it is important that you be aware of these issues in order to protect not only yourself but also others around you. Especially when dealing with spatters, it is easy for things to go wrong if you have long hair.
Before we look at all of the tips you may weld with long hair, we need to first understand the potential risks you run and everything that might go wrong. Long hair poses a unique set of challenges when it comes to welding. A few are mentioned below:
- Spatters are your hair’s worst enemy.
- UV rays can permanently damage your hair.
- With long hair, grinders can cause serious accidents.
Let’s look at these problems one by one:
1. Take Spatters Seriously
The spatter, sparks, and heat generated by the arc provides the greatest challenge throughout the welding process since they may travel up to 35 feet and enter any nearby place. You will want to provide enough protection for your long hair if you are going to be in an atmosphere like this.
Not just your hair, but everything else that might catch fire should be kept at least 35 feet away from the welding location. In addition, a fire extinguisher should never be far away. In the event that a fire breaks out.
2. UV Rays Can Damage Your Hair Permanently
Molten metals, welding arcs, and ultraviolet radiation will be present in the work environment while welding is being done. The interaction of all these factors puts you at an increased risk of serious burns. The actual welding arc may reach temperatures of up to 10,000 degrees Fahrenheit, making it one of the hottest processes possible.
And believe me when I say that you do not want that welding arc to get anywhere near your hair. Your hair will suffer a significant amount of damage as a result, and it is possible that it could even be burned.
3. Grinder Can Give You Nightmares
The usage of grinders is another factor that may create issues for your lengthy hair. Using grinders and welding go hand in hand when working with metals. Therefore, if you are a welder, you will most likely make extensive use of the grinder. And grinders are really your worst enemy when it comes to your long hair.
When you’re working, you can find yourself crouching over a grinder, which can cause serious accidents if you don’t protect your hair properly.
Tips from a Pro Welder to Protect Your Long Hair When Welding
Now you know what the most obvious dangers that you have when welding with long hair. The next step is to tell you how you can keep yourself safe from those dangers.
Here are a few of the tips that you can consider:
- Braid your hair while welding
- Put your hair in a tight knot behind your neck
- Consider buying a welding cap
- You can use a bandana too if you are a bandana lover
Let’s discuss these tips one by one:

1. Braiding is the Best Option You Have
Welding hoods, helmets, or shields will provide the optimum amount of protection from any sparks, heat, UV rays, flash burns, or infrared light that may be present. They will protect not only your face and neck but also your eyes and hair. As a result, I feel that acquiring one is the best approach to protecting oneself.
Welding hoods are often made of cotton or leather and are rather light in weight and can go easily along with helmets. Make sure that whichever helmet you decide to purchase, is not too heavy and that it is comfortable to wear. It must also include a spatter barrier, the ability to be modified, a sensor bar, and the availability of replacement components.
2. You Can Simply Put Your Hair in a Tigh Knot
The most conventional and easiest technique for a welder operator to keep their long hair out of their face is to pull it back into a tight bun. Wrap an elastic band over your buns and secure them in place to prevent them from falling on your face.
If there are any unruly hairs, just use bobby pins to push them up and you should be OK. Anything that prevents your hair from falling on your face will suffice.
3. Consider Buying a Welding Cap
A welding cap is a good option if you want something that is both lightweight and comfortable. It must adequately shield your head from any hot metal, sparks, or splatters that may be present.
Not only they are effective in protecting your hair, but they are also made completely of cotton, making them incredibly breathable and also preventing sweat from pouring down your eyebrows while working.
4. Bandana is Another Option That You Can Use
Braids are not easy to create for everyone, and they may even be difficult to perform on a regular basis. If you don’t know how to braid my easiest suggestion would be to put a bandana over your head and tuck all of your hair within.
When welding, sparks will fly everywhere, and this will keep you safe. Make use of bobby pins or a bun to tuck in all of the ends. Bandanas aren’t my first choice for headgear. But it works. It’s a good option to have in case you don’t know how to braid your hair.
Few Other Safety Measures That You Need to Take
In addition to your hair, there are a few other parts of your body that need your attention. Some of these essential measures for ensuring your safety are listed below:
- Protect your eyes at all cost
- Always keep a fire extinguisher in your shop
- Wear protective clothing
- Make habit of using respirators
- Beware of leakages in your welding system
- Keep your welding space clean
Let’s discuss them one by one:
1. Protect your eyes at all cost
Be sure to always wear safety glasses in your workplace to protect your eyes from flying debris, which is often composed of metal. If you routinely do welding tasks, you will be exposed to a significant amount of flying debris.
You should make it a routine to put them on as soon as you come in the door; this will ensure that you are protected at all times.
2. Always keep a fire extinguisher in your shop
You shouldn’t be shocked if anything catches fire at some time during a welding operation because of all of the intense heat and sparks that are produced throughout the process. Because fires are a very real risk, you should always have an extinguisher on hand in case one breaks out.
3. Wear protective clothing
If you’ve ever imagined yourself beginning your first welding project in a pair of shorts, an old t-shirt, and a pair of flip-flops, you should rethink that idea. Wearing the necessary protective clothing at all times when welding is required if you wish to prevent injuries to your body, notably burns, that may be caused by the process.
4. Make habit of using respirators
You should always wear a respirator if you are going to be dealing with metals or any other materials that have the potential to emit harmful vapors.
Welding or cutting certain materials may produce a welding plume, which is a combination of hazardous gases, fumes, and smoke. This is not the type of thing you want to breathe in if you want to keep your lungs healthy and prevent respiratory issues.
5. Beware of leakages in your welding system
There is a good chance that you have pressurized containers in your welding shop that hold liquids or gases. Take extra precautions to check that none of those containers or the items that you are attaching to them have any leaks in them.
See my other article to know more about leakages and how to detect them.
6. Maintain your equipment
If you want to establish the safest possible working environment for your welding projects, you need to give your equipment a lot of TLC and make sure it’s in good operating order at all times. If your welding equipment and tools are in disrepair, an accident is almost waiting to happen every time you use them. However, the vast majority of incidents of this kind are avoidable if proper care is taken with the equipment.
Wrapping it Up
When it comes to welding, safety is the most important thing to keep in mind at all times. Because because welding involves a significant amount of fire and spatters, it is essential that you take a significant amount of precaution to protect your hair. I really hope that you’ll be able to keep your hair under control while welding thanks to the advice that’s been provided in this article.
Weld Types
Different Welding Methods: Applications of Each Method

Welding is joining two pieces of metal together by melting and cooling them until they become one piece. Welding processes include:
- Oxyacetylene welding
- Shielded metal arc welding (Stick)
- Gas tungsten arc welding (TIG)
- Gas metal arc welding (MIG)
- Flux-cored arc welding
- Torch or oxyfuel brazing
Some methods employ both heat and pressure, while others employ only heat. Welding is commonly used to construct automobiles, airplanes, and buildings. Other metal-cutting methods, such as oxy-acetylene and plasma arc cutting, use heat or electricity to cut through metal.
1. Oxyacetylene welding
Oxyacetylene welding (OAW) is a method of joining two pieces of metal using heat generated by the combustion of oxygen and acetylene gas.
Torch brazing (TB) is similar, but the metal is not completely melted. Instead, a special alloy is melted and used to join the two metal pieces.
Oxyfuel gas cutting (OFC) is a method of cutting metal that uses the same tools and gases as OAW and TB.
To generate heat and bond the metal, all of these methods employ a torch and special gases. They are frequently used on small or thin metal pieces.
Applications:
- Welding and brazing thin or small pieces of metal
- Welding and brazing dissimilar metals
- Cutting and piercing metal
Situations to Avoid:
- Welding thick or heavy sections of metal
- Welding high alloy or stainless steel
- Welding in high wind or outdoor conditions (due to the open flame)
- Welding in confined spaces (due to the production of harmful gases)
2. Shielded metal arc welding (Stick)
Shielded metal arc welding, or SMAW, is a way of welding metal together using an electrode that is coated with a special kind of flux.
The electrode melts and becomes a part of the welded metal. To do SMAW welding, you need a transformer, two welding cables, a work clamp, and an electrode holder.
There are many different types of electrodes you can use for SMAW welding, so you can choose the one that is best for your project. With SMAW welding, you can join different types and thicknesses of metal using the same machine.
Applications:
- Welding thick or heavy sections of metal
- Welding in outdoor conditions
- Welding in dirty or contaminated environments
- Welding on dirty or painted surfaces
Situations to Avoid:
- Welding thin or small pieces of metal (more suited for TIG welding)
- Welding high alloy or stainless steel (can affect the quality of the weld)
- Welding in confined spaces (due to the production of harmful gases)
- Welding in the presence of high winds (due to the electric arc)
3. Gas tungsten arc welding
GTAW, or gas tungsten arc welding, is a method of joining metal using a tungsten electrode. The tungsten electrode generates an electric arc, which melts the metal being welded as well as the end of the filler metal, which is manually applied.
Shielding gas is emitted from the welding gun to protect the molten weld metal from dirt and other contaminants. A foot or thumb switch can be added to the GTAW equipment to help the welder better control the welding.
GTAW welding produces very clean, high-quality welds, but it is slower and requires more skill than other welding methods. It is particularly useful for joining metal alloys that can only be joined with GTAW.
Applications:
- Welding thin or small pieces of metal
- Welding high alloy or stainless steel
- Welding in outdoor conditions (with proper shielding gas)
- Welding materials with high levels of contaminants or impurities
- Welding in high-precision environments
Situations to Avoid:
- Welding thick or heavy sections of metal (more suited for MIG welding)
- Welding in high production environments (slower process)
- Welding in confined spaces (due to the production of harmful gases)
- Welding in the presence of high winds (due to the electric arc)
4. Gas metal arc welding (MIG)
Mig welding is a type of arc welding that uses a continuously supplied wire electrode and gas to weld metal together.
It is becoming more popular because it is easier to learn than other types of welding, like stick and tig welding, and it is faster because you don’t have to stop and change the electrode as often.
Mig welding also creates less slag and spatter, which makes it more enjoyable to use and easier to clean up.
However, MIG welding equipment is more expensive and the MIG gun, which is the portable part of the equipment, can be difficult to use in small spaces. Mig welding also requires a shielding gas to work, so it is not as good for outdoor use.
Applications:
- Welding thick or heavy sections of metal
- Welding high alloy or stainless steel
- Welding in high-production environments
- Welding in outdoor conditions (with proper shielding gas)
Situations to Avoid:
- Welding thin or small pieces of metal (more suited for TIG welding)
- Welding in confined spaces (due to the production of harmful gases)
- Welding in the presence of high winds (due to the electric arc)
- Welding materials with high levels of contaminants or impurities (can affect the quality of the weld)
5. Flux-cored arc welding
Flux-cored arc welding, or FCAW, is a method of joining metal using a special type of electrode wire known as a flux core wire.
The wire is fed from a spool continuously through the welding equipment and out of the gun. The welding current flows through the equipment, melting the wire and the base metal.
Some flux core wires generate their own shielding gas as they melt, while others require the use of additional shielding gas. As the wire melts, it produces a gaseous cloud that shields the weld surface and removes impurities from the molten metal.
After the weld is completed, a layer of slag must be removed from the weld’s top. Despite this additional step, FCAW is a popular welding technique because it produces high-quality welds quickly and is very versatile.
FCAW equipment is similar to that used in gas metal arc welding (GMAW), and both methods are semiautomatic, which means that the wire is fed automatically but the welder moves the gun manually. Welding supply stores and other retailers stock FCAW equipment and filler metals.
Applications:
- Welding thick or heavy sections of metal
- Welding in outdoor conditions (with proper shielding gas)
- Welding in high-production environments
- Welding in dirty or contaminated environments
Situations to Avoid:
- Welding thin or small pieces of metal (more suited for TIG welding)
- Welding high alloy or stainless steel (can affect the quality of the weld)
- Welding in confined spaces (due to the production of harmful gases)
- Welding in the presence of high winds (due to the electric arc)
Comparison Table:
| Welding Process | Applications | Situations to Avoid |
|---|---|---|
| Oxyacetylene welding | Welding and brazing thin or small pieces of metal; welding and brazing dissimilar metals; cutting and piercing metal | Welding thick or heavy sections of metal; welding high alloy or stainless steel; welding in high wind or outdoor conditions; welding in confined spaces |
| Shielded metal arc welding (Stick) | Welding thick or heavy sections of metal; welding in outdoor conditions; welding in dirty or contaminated environments; welding on dirty or painted surfaces | Welding thin or small pieces of metal; welding high alloy or stainless steel; welding in confined spaces; welding in the presence of high winds |
| Gas tungsten arc welding (TIG) | Welding thin or small pieces of metal; welding high alloy or stainless steel; welding in outdoor conditions (with proper shielding gas); welding materials with high levels of contaminants or impurities; welding in high-precision environments | Welding thick or heavy sections of metal; welding in high production environments; welding in confined spaces; welding in the presence of high winds |
| Gas metal arc welding (MIG) | Welding thick or heavy sections of metal; welding in high production environments; welding in outdoor conditions; welding on dirty or painted surfaces | Welding thin or small pieces of metal; welding high alloy or stainless steel; welding in confined spaces; welding in the presence of high winds |
| Flux-cored arc welding | Welding thick or heavy sections of metal; welding in high production environments; welding in outdoor conditions; welding on dirty or painted surfaces | Welding thin or small pieces of metal; welding high alloy or stainless steel; welding in confined spaces; welding in the presence of high winds |


Kitchen Tools and Equipment that You Must Have

Optimizing Your Bedroom Lighting for a Perfect Sleep: 7 Ways to Follow

Energy Efficiency and Style: The Advantages of Roof Windows in the Modern Home

How to Weld If You Have Long Hair? Pro Welder’s Tips

What are Floating Kitchen Cabinets? Complete guide to Floating Cabinets!

How to Repair Damaged Pinch Weld? Is it possible?

How Do I Choose a Cup Size of TIG Welding [Cup Size Chart]

How Much Electricity Does Welding Consume? [Excel Sheet]

Which is the Best Welding Rod for Pipe Fence?

E6013 Welding Rod: A Complete Guide With Specifications, Settings & Amps Table

Why Won’t My Solder Stick? 6 Common Causes and Solutions

Does Welding Shorten Your Life: Life expectancy of a welder?